
Emaillierter Kupferlitzendraht der H-Klasse, Hochtemperatur-Litze, quadratische Spule, Automobilelektronik, hohe Temperatur- und Druckbeständigkeit



Hochtemperaturverseilte quadratische Spule
Produktname::Hochtemperaturverseilte quadratische Spule
Anwendungsbereich::Dieses Produkt wird zum Wickeln von elektronischen Hochfrequenztransformatoren verwendet. Die Spule muss klein und leistungsstark sein.
Dünne Dicke oder hohe Temperaturbeständigkeit, Sicherheitsspezialtransformatoren, wie Ladesäulen, optische Speicher, Automobilelektronik und Spezialtransformatoren
Transformatoren für medizinische Geräte und andere Produkte
Temperatur- und Druckbeständigkeit::
- Produktnamenszeichen: MIW-H
- Produktname: Hochtemperaturverseilte quadratische Spule
- Temperaturbeständigkeitsgrad: H=180℃
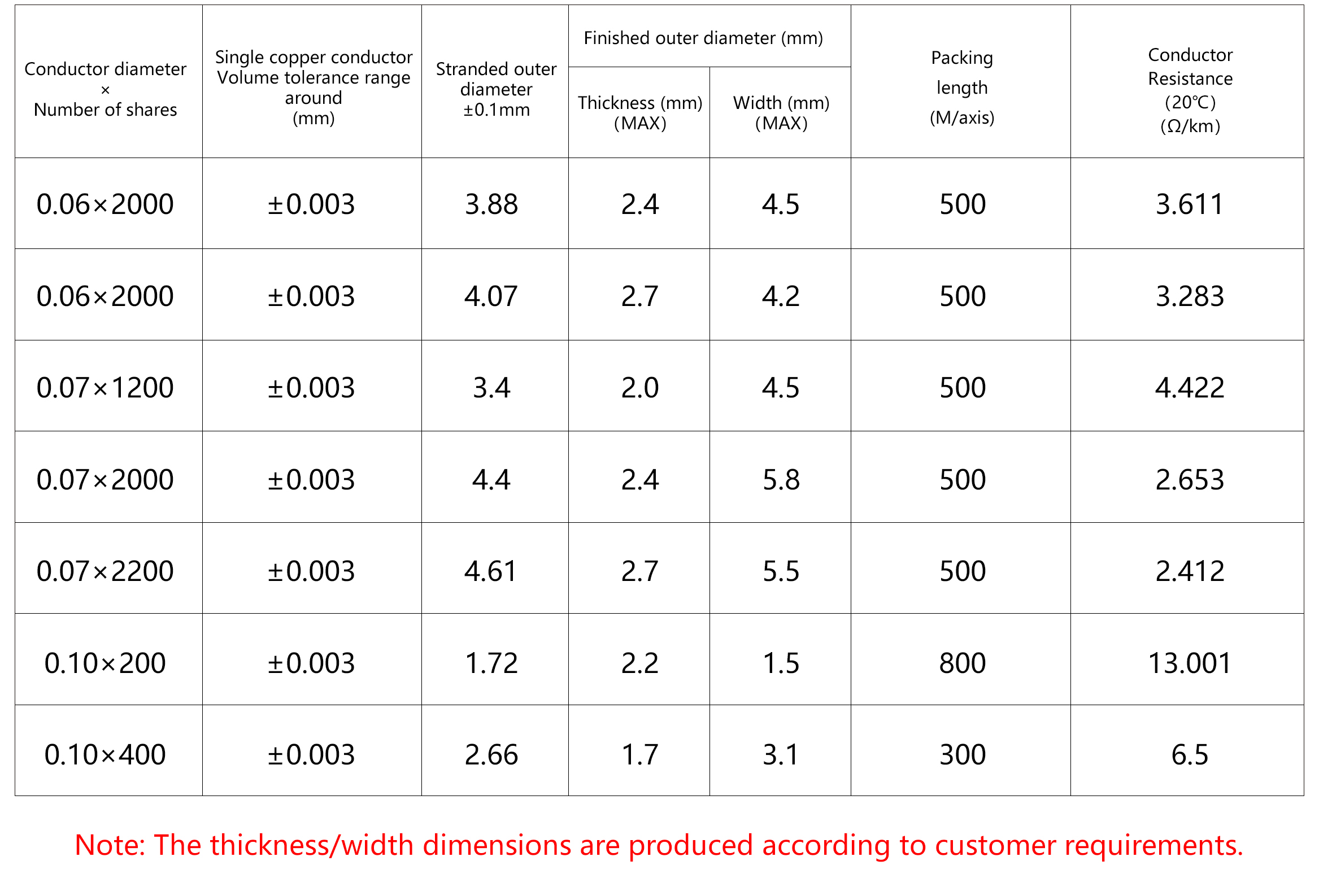
- Beispiel für den Durchmesser des Leiterdrahtes: Kupferlackdraht
Isoliermaterial: Hochtemperaturband (braun)
Sicherheitszertifizierung; Materialzertifizierung:
UL: E470559 (Einzelprodukt-Sicherheitszertifizierung)
UL: E472956 (Zertifizierung des Isolationssystems)
VDE:40047994
CQC: 18001197439 (Zertifikatsnummer)
Stofferkennung:SGS ROHS2.0 Sicherheitsdatenblatt
Aussehensstandard:
- Die Oberfläche darf keine Kratzer, Beschädigungen, Knoten, Spitzen oder Falten aufweisen und die inneren und äußeren Markierungen sollten konsistent sein.
- Inspektionsmethode: Sichtprüfung
Spannungsfestigkeit:
Gerader Spannungsfestigkeitstest:
Wickeln Sie die lineare Probe mit einer Länge von 305 mm im mittleren Bereich von 152 mm fest mit dünnem Metall ein und dann
Legen Sie 60 Sekunden lang eine Wechselspannung von 3500 V zwischen der Metallfolie und dem Leiter an.
Voraussetzung: Kein Durchschlag beim Anlegen der Spannung
Lötbarkeit:
- Standard: Die Verzinnung ist hell und satt ohne Rückstände
- Inspektionsinstrumente: Temperaturinspektionsgeräte zur Überprüfung der Temperatur des Zinnofens
- Inspektionsmethode:
3.1 Nehmen Sie eine Probe des 12 cm langen Abisolierbandes von der fertigen Welle
3.2 Die Temperatur des Zinnofens (420℃±5℃) dauert etwa 4-6 Sekunden
Lochblende:
1、Standard: 0 Nadellöcher
2、Inspektionsinstrument: Lochprüfmaschine
Inspektionsmethode: Nehmen Sie einen 1,5 m oder 6 m langen Probendraht vom fertig beschichteten Draht und tauchen Sie die Probe mehr als 5 Meter in 3 % Phenolphthalein und Alkohol sowie 2 % Kochsalzlösung in einem nicht gebogenen und nicht dehnbaren Zustand ein. Legen Sie 1 Minute lang eine 12-V-Spannung an die gebildete Testlösung an, um die Anzahl der erzeugten Nadellöcher zu überprüfen
Produktkategorien
-

Neuer Energie-Ladestapel H-Klasse anpassbare H...
-
1-300x300.jpg)
Hochtemperaturbeständige kundenspezifische Produkte der Klasse F ...
-

Verlustarmes selbstklebendes Litzen-Direktschweißen ...
-

Gelber, mit Teflon verseilter, isolierter Draht, OEM-kundenspezifisch ...
-

Hochtemperaturbeständiger Einzel-Hochleistungs-Vo...
-
2-300x300.jpg)
Lötbare Isolierung, hochspannungsfest, ...